Рубрика: "Циклы FANUC понятным языком"
Самая часто применяемая операция на токарном станке – это продольная проточка. Даже самые современные проходные резцы с твердосплавными пластинами не всегда могут за один проход снять нужное количество материала. Для того чтобы увеличить ресурс инструмента и сократить нагрузки на механические системы станка, материал снимают за несколько проходов. Глубина проходов зависит от свойств материала и режущего инструмента, а также надёжности закрепления заготовки.
Программирование цилиндрической наружной проточки
К примеру: у нас цилиндрическая заготовка диаметром 40мм, которую нам необходимо проточить до диаметра 31 мм на глубину 25 мм. Глубина съёма на сторону получается 4.5 мм - это очень много (в особенности для небольших токарных станков). Поэтому 4.5 мм мы разделим на 3 прохода, каждый по 1.5 мм на сторону. Помимо этого, для каждого прохода необходимо прописать точку выхода по Х, возвращение резца на безопасную позицию Z и заход на следующий диаметр Х. Для тех, кто знаком с программированием в G-кодах, будет очевидно, что для одного прохода потребуется 4 строчки программного кода. В общем на всю обработку потребуется минимум 12 строчек кода (кадров). И все эти строки придётся прописывать вручную. Давайте попробуем:
- G0 X37. Z2.; (заход на первый проход)
- G1 Z-25.; (проточка диаметра 37 мм на глубину 25 мм)
- G1 X42.; (выход из материала)
- G0 Z2.; (ускоренный отвод за торец детали)
- G0 X34.; (заход на следующий диаметр)
- G1 Z-25.; (проточка диаметра 33 мм на глубину 25 мм)
- G1 X42.; (выход из материала)
- G0 Z2.; (ускоренный отвод за торец детали)
- G0 X31.; (заход на следующий диаметр)
- G1 Z-25.; (проточка диаметра 31 мм на глубину 25 мм)
- G1 X42.; (выход из материала)
- G0 Z2.; (ускоренный отвод за торец детали)
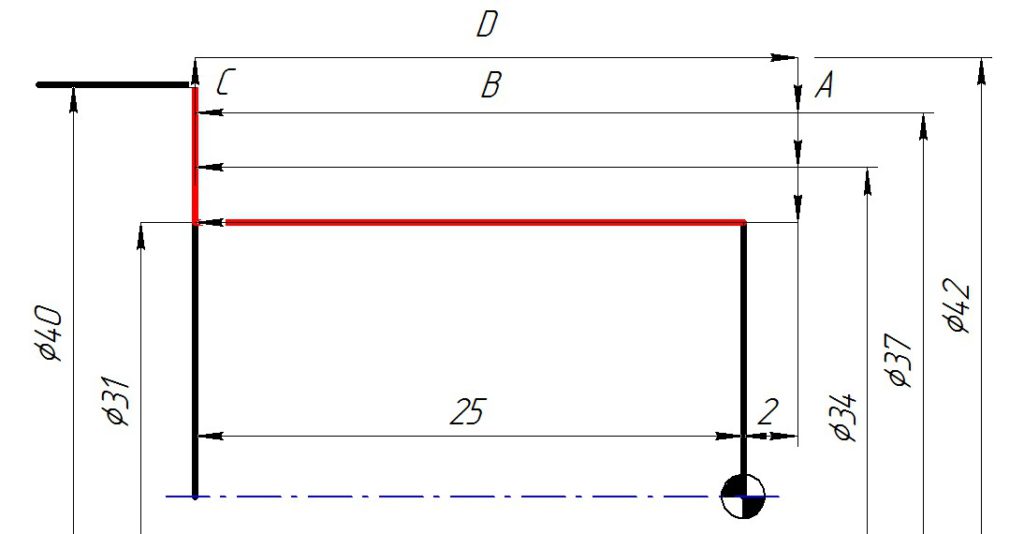 Как видно из рисунка, за один проход резцом мы делаем 4 одинаковых операции:
Как видно из рисунка, за один проход резцом мы делаем 4 одинаковых операции:
- Выход на нужный диаметр на ускоренной подаче (G0 X37. Z2.)
- Продольная проточка на рабочей подаче (G1 Z-25.)
- Выход из материала на рабочей подаче (G1 X42.)
- Выход за торец детали на ускоренной подаче (G0 Z2.)
В нашем случае проходов всего 3 и их реально прописать вручную, но что делать, если разница между начальным и конечным диаметром значительно больше? В этом случае целесообразно применять стандартные циклы FANUC. Цикл продольной обработки G90 позволит упростить нашу программу, сократить время её написания, а также исключить нежелательные ошибки. G90 – это один из самых простых циклов FANUC, давайте взглянем на его форму записи:
- G0 X(Xc) Z(Zc) (Перемещение в координаты стартовой точки цикла)
- G90 X(X1) Z(Z1) (Включение цикла и обозначение координат 1-го прохода)
- X(X2) (Обозначение координаты Х второго прохода)
- …
- X(Xn) (Обозначение координат Х последующих проходов)
Именно такие формы записи циклов можно встретить в официальных книгах FANUC по программированию, объёмом более чем на 700 страниц. Наш цикл статей позволит упростить понимание столь сложной темы и преподнести циклы пользователю на доступном языке. Поэтому далее мы будем давать свои пояснения с картинками, где цветом будет обозначено, откуда берутся и куда записываются те или иные значения.
Давайте теперь пропишем нашу программу из 12 кадров с помощью цикла G90 и посмотрим, что получилось:
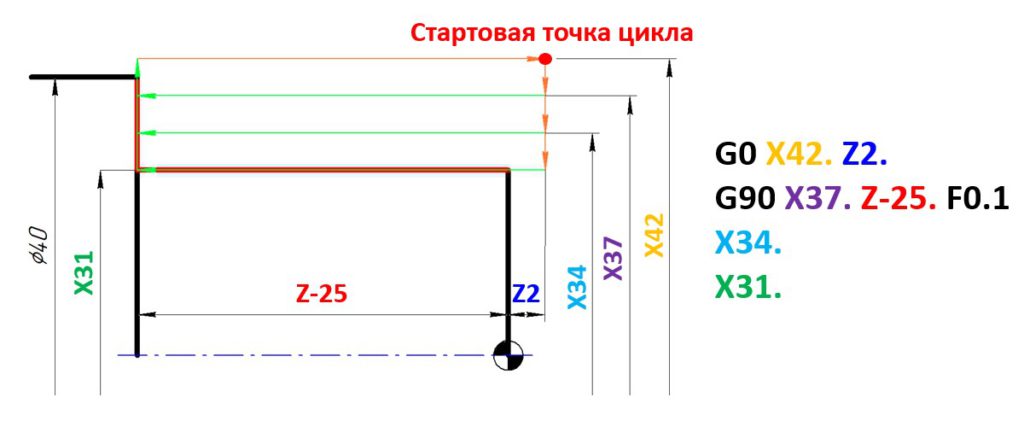
Из картинки видно, что нам больше не нужно вручную прописывать каждое движение, цикл G90 рассчитывает их сам, кроме того это позволило нам сократить программу всего до 4-х кадров! Очень важна первая строка цикла, она задаёт стартовую точку - после каждого прохода инструмент будет возвращаться именно в эту точку. Во второй строке прописывается команда G90, которая сообщает станку, что теперь он работает в режиме цикла продольной обработки. После G90 указывается диаметр первого прохода и глубина всех последующих проходов (которую мы указываем 1 раз). Команда G90 модальная и отменяется любым другим G-кодом перемещения (G0, G1, G2 или G3). Далее на каждый проход нам требуется только 1 строка, состоящая из координаты Х. Станок самостоятельно определяет траекторию ускоренной подачи (оранжевые стрелки) и траекторию рабочей подачи (зелёные стрелки).
Согласитесь, 4 кадра программы против 12-ти – это значительная выгода! К тому же, все последующие кадры весьма просты - это просто координата Х, а значит и вероятность допустить ошибку резко снижается. Как видите, ничего сложного в этом цикле нет - мы прописываем необходимую координату «X» и станок сам рассчитывает траекторию возврата в начальную точку. Однако этот цикл имеет свои недостатки:
- Постоянный выход из материала на координату нулевой точки. При большой разнице стартового и конечного диаметров это может значительно затянуть время обработки.
- Необходимость, хоть и в упрощённой форме, прописывать каждый проход.
- Отсутствие полноценного чистового прохода.
Программирование цилиндрической внутренней расточки
А теперь может возникнуть вопрос: «А можно ли расточить отверстие подобным образом?» Ответ – Да! Если стартовая точка цикла будет ниже последующих проходов, то система FANUC определит, что это расточка внутреннего диаметра и будет действовать немного иначе.
К примеру: необходимо расточить отверстие до диаметра 35 мм, предварительно просверленное сверлом диаметром 27 мм. Как и в прошлом примере, у нас будет 3 прохода, диаметр каждого последующего прохода будет увеличиваться. Координату Х стартовой точки цикла мы выбираем немного меньшей, чем диаметр предварительно просверленного отверстия. Вот что получается:
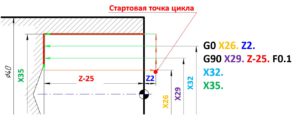
Данный цикл очень удобен, но следует не забывать следить за стружкообразованием, иначе скопление стружки внутри отверстия может привести к поломке расточного резца.
Программирование конической проточки
Многим известно, что на токарных станках протачивают не только цилиндрические поверхности, но и конические. Не многие об этом знают, но при помощи цикла G90 можно протачивать не только цилиндрические поверхности, но и конические! Для этой задачи нам необходимо слегка модернизировать наш цикл G90, чтобы сообщить станку о своих намерениях выточить конус.
К примеру: необходимо выточить конус с углом наклона 6 градусов, с диаметром основания 31 мм и высотой 25 мм из прутка диаметром 36 мм. За конус в цикле G90 отвечает параметр R. Для того что бы понять, как он задаётся, посмотрим на рисунок:
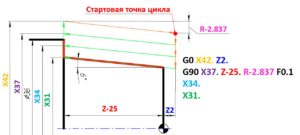
Как видно из рисунка, параметр R просто сдвигает стартовую точку цикла на фиксированное значение Х. Причём при наружной обработке нам необходимо отрицательное значение Х, так как начальный диаметр конуса меньше, чем конечный. Параметр R определяется по следующей формуле:
R = (Z + ΔZ) × tg α
- Z – длина конуса в мм
- ΔZ – расстояние от торца детали до нулевой точки
- a – угол наклона
При программировании внутренней расточки значение R будет положительным. Неправильный выбор знака параметра R может привести к поломке резца. Поэтому всегда проверяйте новые и отредактированные программы в режиме SBK (покадровой отработки) на минимальных скоростях перемещения.
Для тех, кто работал на станках со стойками ЧПУ Sinumerik и Heidenhain, этот приём может показаться бесполезным. Разумеется, данные стойки позволяют задавать обработку деталей в диалоговом режиме. Но не стоит забывать, что стойки ЧПУ FANUC выигрывают по цене и надёжности и за счёт этого преобладают на российском рынке. Поэтому наладчики, которые работают на стойках FANUC достаточное количество времени, могут запрограммировать даже сложную обработку за небольшое количество времени благодаря циклам автоматической обработки.
Вывод: цикл черновой продольной обработки G90 может быть полезен при программировании проточки длинных цилиндрических участков детали, но не удобен при большой разнице начального и конечного диаметров, а также при проточке конусов (необходимо рассчитывать параметр R).
В случае, если у Вас возникнут вопросы - Вы можете позвонить нам по телефону указанному в контактах и мы с удовольствием Вам поможем!
Всего комментариев: